History of Springfield Mills
The History of Springfield Mills is a fascinating one and we are lucky to have quite a few written and pictorial records of what the Mills were like in the 19th and early 20th Century. The following excerpts come from The Gentleman's Review written in 1909 and gives a fascinating insight into the processes at the Mill and how impressed the visitors were!
From The Gentleman’s Journal and Gentlewoman’s Court Review 1909
"We desire to express our great indebtedness to Messrs Reuben Gaunt and Sons of Springfield and Broom Mills of Farsley who courteously permitted us to see the various processes of manufacture carried on in their mills. Messrs Gaunts are among the very few manufacturers who conduct both the woollen and worsted trades and at the same time carry on every process within their own premises from the raw wool to the output of finished cloth ready to wear.
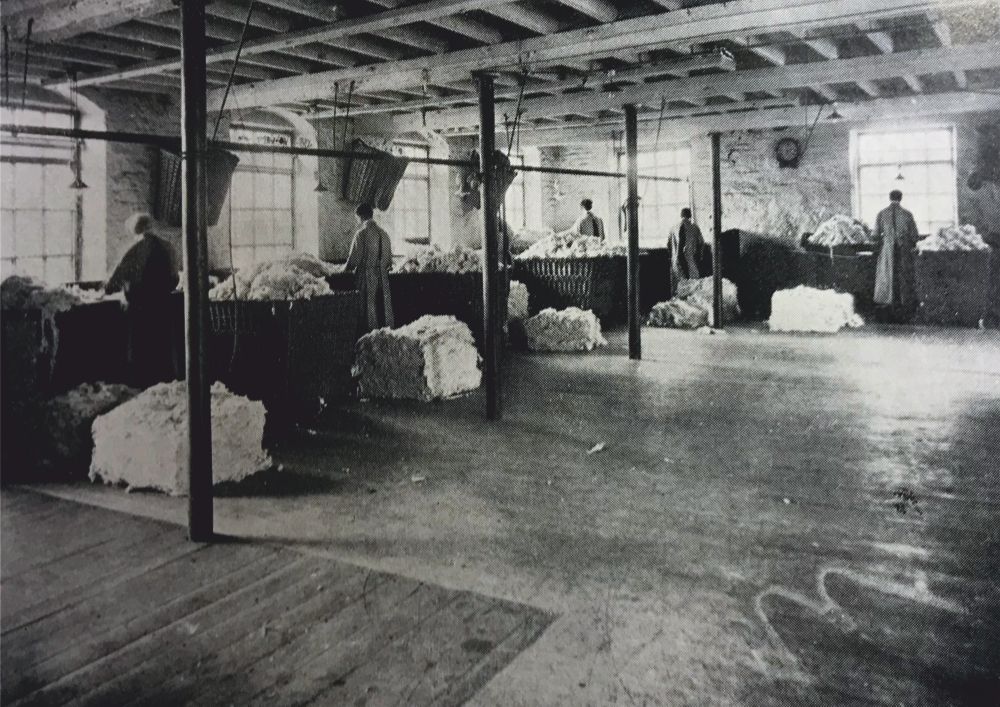
Preparing The Wool
The first process after the wool arrives is to sort and blend it into various classes according to quality, style and length of staple. This is followed by scouring which removes the animal oil, fatty matter, sand & dirt of which there is 50% in an average fleece.
Worsted and Woollen Yarn
New Zealand Merino Wool is spun into worsted and woollen yarn. The worsted yarn when spun will be smooth and compact, whereas the woollen yarn will be soft, full and somewhat irregular. Whilst worsted yarns all the fibres are laid parallel with one another, in woollen yarns the fibres are laid in all directions and angles and are usually shorter than in worsted yarn. With worsted wools; from the scouring, the wool passes forward to the carding process where the material is opened out fibre by fibre; from thence it passes to the wool combing which divides the long from the short, and yields the combed wool or the ‘top’. The ‘top’ is then taken is passed through the drawing and roving processes and afterwards spun on the spinning frame upon spools ready to weave or twist.
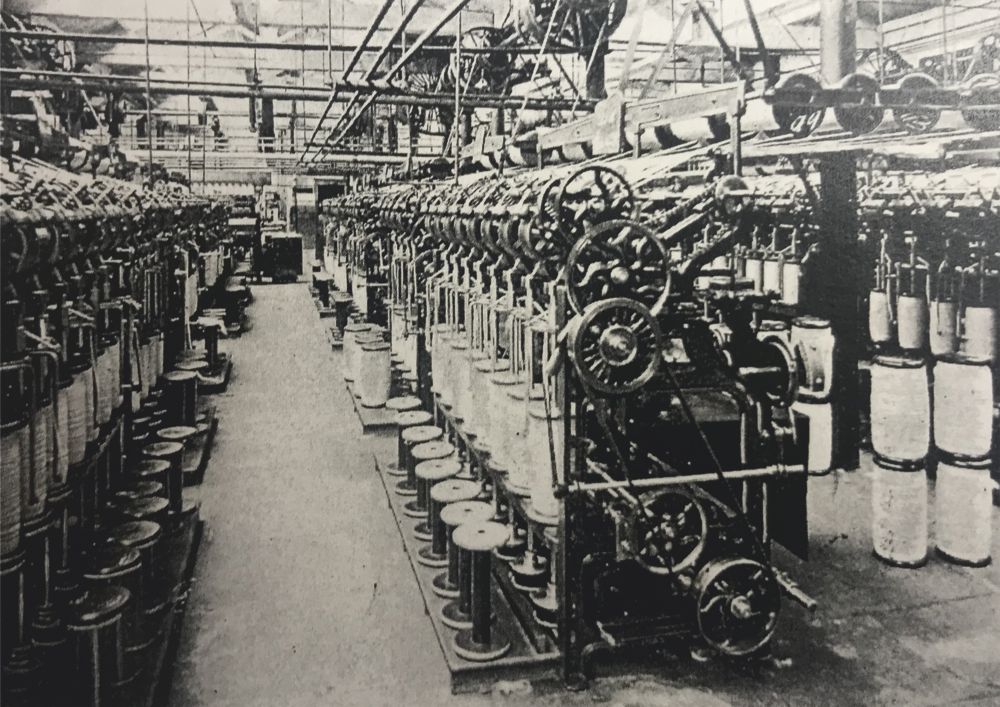
The Spinning Rooms
In the Spinning Rooms, we saw wool being spun into 80s Yarn - which is 44,800 yards to the pound. One pound of this yarn would reach over 25 miles. After spinning, the yarn is doubled or twisted and then warped and placed upon beams ready for the loom. In addition to spinning yarns for their own looms, Messrs Gaunt supply large quantities of worsted yarn to other manufacturers.
Woollen yarn is prepared using a different process and then is spun using a ‘mule’. The mule is probably the most ingenious of all textile machines, and positively appears to ‘think’, its actions are so varied, deliberate and accurate. Both warp and weft yarns are spun on the Mule.
Weaving
Weaving applies to both woollen and worsted yarns. This is the art of forming a cloth or fabric by the interlacing of threads into various thicknesses one with another, in order to form on broad sheet.
Warp and Weft - Two distinct kinds of threads are used in this process, the warp and the weft. The warp threads run longitudinally in the woven fabric and the weft threads run crosswise or at right angles to the warp. The warp threads are on a weaver’s beam, fixed in position in the Loom, whilst the weft threads are in a shuttle.
There are four processes in Weaving; the first being ‘shedding’ - The operation of dividing the warp into two lines, so that the shuttle can pass between these lines.
Then follows ‘picking’, The operation of projecting the shuttle from side to side of the loom through the division in the warp threads. The machines build up to the rate of some 100 picks (threads) a minute. Then comes ‘beating up’, pressing or beating each pick or thread close to the previous pick, thus forming a firm texture. Winding the cloth on to the cloth beam is the last process of weaving.
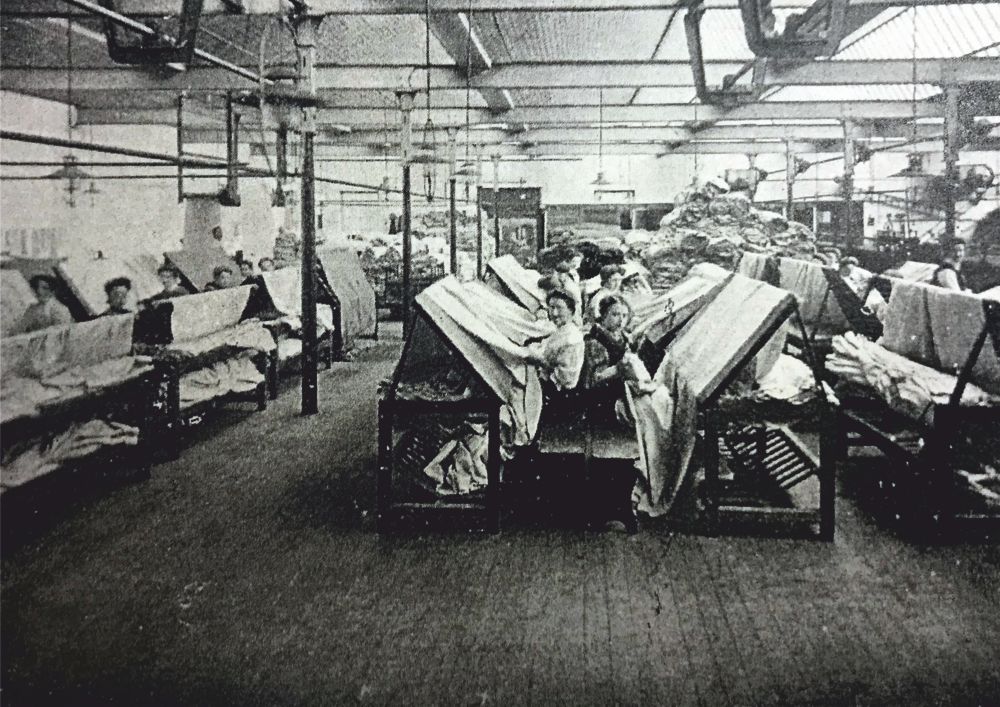
Mending and Finishing
The cloth is not yet ready to be sent out, but it is in what is termed the ‘grey’. It is harsh and rough, and imperfect. The next process is to burl and mend the piece, by which means all weaving, defects are made good.; all broken threads being carefully sewn in by skilled needlewomen or menders.
The cloth is now taken to the ‘Cloth Mill’, scoured clean from all dirt and grease, then ‘milled’ or ‘fulled’ in soap and again washed absolutely free from dirt. Then it is passed through a Tentering Machine which both dries and straightens the fabric ready for the final process of ‘finishing’.
In the finishing process, the rough hairs on the surface are removed in the Cutting Machine, (for all the world like a lawn mower) which works on the face of the cloth. Next the fabric is steamed in hydraulic presses which completely flatten the cloth out and remove all creases. After pressing, the cloth is shrunk or ‘cloth worked’ again pressed and finally steamed. The fabric is now at the end of its long journey, and is ready to despatch to the firm’s customers.
We are compelled to pay a warm tribute to the mills and their equipment. Everything that enterprise can suggest and capital provide to produce the best results met our eyes at every turn.
Lunch
At lunchtime, we turned into the Institute, a handsome building erected by the firm at a cost of some £3,500 and managed by a committee of work-people elected by their fellows. Most comfortable dining and reading rooms, every convenience for passing a dinner hour or an evening pleasantly and profitably, the whole under the control of a matron, the essence of courteous kindness. The firm pay for the lighting and the heating, the rates and taxes, but the work-people pay for the food and the attendance. So that it is possible for them, and on this occasion ourselves, to have an excellent lunch of English mutton and vegetables and sweets at a cost of 5d.
Messrs Gaunt specialise in Woollen and Worsted Serges (Fabric used to make Military Uniforms & Coats . They supply Woollen and Worsted Serges in Blue, Khaki, and Scarlet to all the various Government Departments - War Office, Post Office, India Office, Customs Office, Admiralty and Crown Agents - and they also supply serges to most of the principal Railways, Police Forces and Tramway Companies in the Kingdom."